2026 How to Choose the Right Chemical Drum Pump for Your Needs?
Choosing the right chemical drum pump is crucial for efficiency and safety. Expert James Carter, a renowned figure in fluid management, once stated, "The right pump can make or break a process." The decision process can feel overwhelming due to the variety of options available. Each chemical you handle has unique properties that require specific pump features.
Consider the viscosity of your fluid. A higher viscosity means you might need a more powerful pump. This choice can impact flow rates significantly. Corrosion resistance is another critical factor. Not every material will hold up against harsh chemicals. This could lead to costly replacements or even accidents.
Reflecting on past experiences can also guide your choice. Have you encountered issues with chemical leaks or pump failures? Learning from these situations is vital for making informed decisions. The right chemical drum pump not only improves efficiency but also promotes a safer work environment.

Understanding Different Types of Chemical Drum Pumps: A Comparison Guide
Choosing the right chemical drum pump can be challenging. There are various types available, each with unique features. Some pumps are electric, while others are manual. Considering your specific needs is crucial. For instance, an electric pump might be faster but could require a power source.
Here’s a quick tip: always assess the chemical compatibility of the pump. Not every pump can handle all chemicals. Some materials may react adversely. It’s essential to check the specifications. A mismatch can lead to leaks or damage.
Another consideration is the flow rate. If you need to transfer large volumes quickly, you need a pump designed for that purpose. Conversely, a smaller flow rate may suffice for lighter tasks. Evaluate how the pump's design aligns with your workflow. Sometimes, the most popular choice may not fit your exact situation perfectly. Make sure to take time for reflection on what truly meets your needs.
Key Factors to Consider When Selecting a Chemical Drum Pump
When choosing a chemical drum pump, several factors come into play. The material of the pump is crucial. For corrosive substances, materials like polypropylene or stainless steel are often recommended. Reports indicate that improper material selection can lead to failures, potentially costing businesses thousands in repairs.
Flow rate is another essential consideration. Pumping speed affects efficiency in production. Many pumps offer varying flow rates, typically ranging from 10 to 30 gallons per minute. It is vital to match flow rate with specific operational needs to avoid bottlenecks or wastage. Issues arise when the wrong flow rate is chosen. This can lead to excess wear on the system.
Another factor often overlooked is the power source. Electric and manual pumps are common. Electric pumps are fast and efficient, but they require power sources. Manual pumps are simple but reduce speed significantly. Users need to evaluate their operational environment to determine which option suits them best. Ignoring these details can lead to significant project delays. Optimal pump selection not only saves time but also enhances safety in the workplace.
2026 Chemical Drum Pump Selection: Key Factors
This bar chart visualizes key selection criteria for choosing a chemical drum pump. Factors include flow rate, maximum head, viscosity, weight, and material, which are critical in making the right choice for specific needs.
Evaluating Flow Rate and Viscosity for Optimal Pump Performance
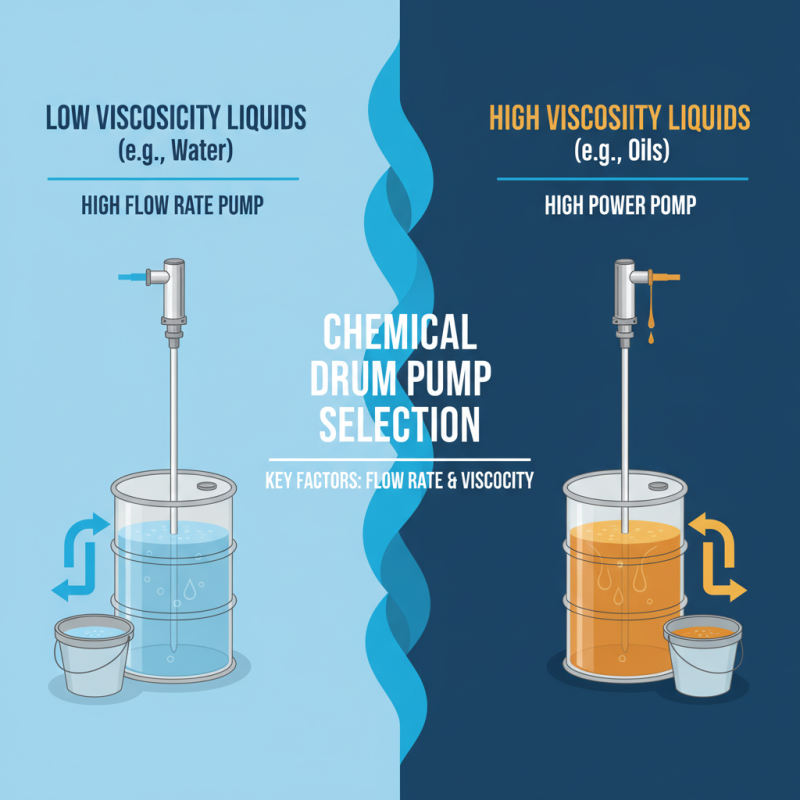
When choosing a chemical drum pump, flow rate and viscosity are key factors. Flow rate measures how fast the pump can move fluid. It may vary widely based on the pump type. A low-viscosity liquid, like water, flows easily. High-viscosity substances, such as oils or adhesives, require more power. The right pump must match these characteristics.
Evaluating viscosity is crucial for optimal performance. Viscosity impacts how smoothly the fluid moves through the pump. If the viscosity is too high, the pump may struggle. This can lead to increased wear and tear. Conversely, a pump designed for high viscosity may underperform with low-viscosity liquids. Always check viscosity ratings of the fluids involved.
Choosing based solely on flow rate can lead to problems. A pump may achieve a high flow rate, but not handle thicker liquids well. It’s also worth noting that flow rates can fluctuate. Environmental factors and temperature changes affect these rates. Testing different pumps might be necessary to find the right fit. It can be a trial-and-error process but is essential for efficiency in your operations.
Material Compatibility: Choosing the Right Pump for Your Chemicals
When selecting a chemical drum pump, material compatibility is crucial. Different chemicals interact uniquely with various materials. Therefore, understanding these interactions is key. For example, concentrated acids may corrode certain metals, while some solvents can degrade plastic components. Choosing materials that resist these reactions is essential for safety and efficiency.
Consider the chemical properties of the liquids being transferred. Factors like temperature, pressure, and viscosity affect performance. Not every pump can handle chemicals at high temperatures. Always verify the specifications provided by manufacturers. A mistake in material selection can lead to leaks or pump failure.
Evaluate your needs carefully. Sometimes, the ideal pump may not be readily available. Do not settle for a solution that compromises safety. Test different materials when possible. Engaging in a trial-and-error process will develop a better understanding of your requirements. Be aware of outdated options that might not meet today's standards.
2026 How to Choose the Right Chemical Drum Pump for Your Needs?
| Pump Type |
Material Compatibility |
Flow Rate (L/min) |
Max Head (m) |
Power Source |
| Diaphragm Pump |
Acids, Bases |
30 |
15 |
Electric |
| Gear Pump |
Oil, Light Chemicals |
50 |
20 |
Pneumatic |
| Centrifugal Pump |
Water, Mild Chemicals |
100 |
25 |
Electric |
| Peristaltic Pump |
Food, Pharmaceuticals |
20 |
10 |
Electric |
| Vacuum Pump |
Gases, Volatiles |
10 |
5 |
Electric |
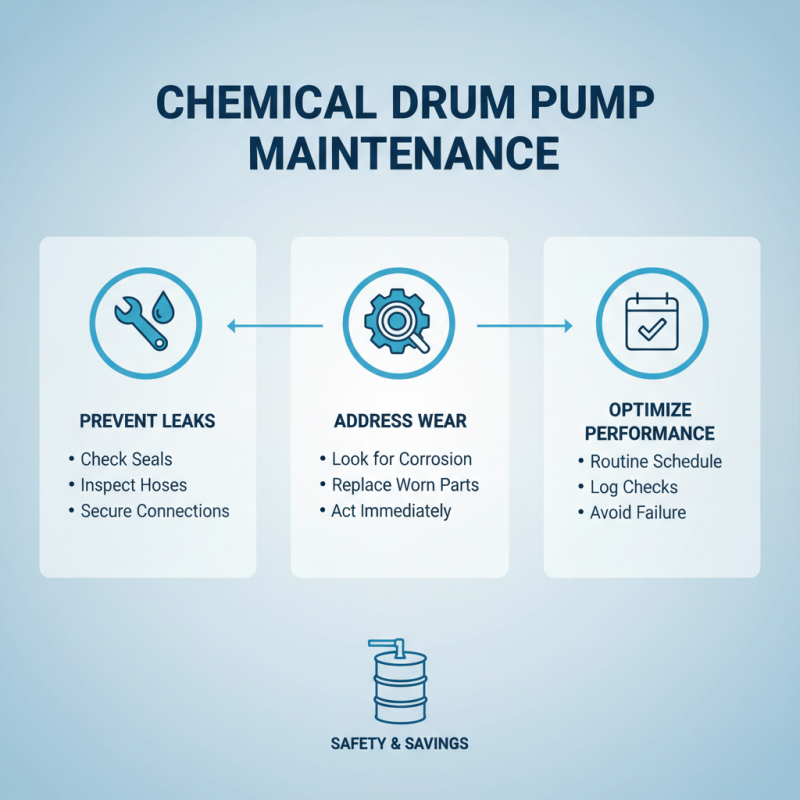
Maintenance and Safety Considerations for Chemical Drum Pumps
When utilizing chemical drum pumps, maintenance is crucial. Regular checks on seals, hoses, and connections can prevent leaks, which are not only costly but also dangerous. Signs of wear or corrosion should be addressed immediately. Neglecting these aspects can lead to equipment failure. Consider implementing a routine maintenance schedule for optimal performance.
Safety is a top priority when working with chemical pumps. Operators must wear proper protective gear, including gloves and goggles, at all times. Ensuring that the work area is well-ventilated can reduce exposure to harmful vapors. Training sessions can enhance safety awareness among workers. It’s vital to keep spill kits accessible and conduct drills regularly. These measures can help mitigate risks but may still require reflection on personal safety habits. Always ask, "Could I do better?